Optical fiber manufacturing has two high-temperature stages. First, porous silica soot from MCVD, OVD, or VAD deposition is sintered at 1500–1700°C into a transparent glass preform. Then the preform is heated to 1900–2200°C in a draw furnace and pulled into 125µm single-mode fiber. Both stages rely on graphite hot zones in argon or He/Cl₂, requiring insulation with high purity, dimensional stability, and resistance to gas-flow erosion.
AYD CarboniteX® semiconductor-grade rigid insulation serves both stages on the same high-purity material platform used for SiC and 12-inch silicon crystal growth. Ash content below 20 ppm is verified by GDMS, density is held to ±0.005 g/cm³, and surface treatments help protect the felt under sustained argon flow. Cylindrical sections up to ø1700×1500H cover large commercial draw furnaces, and every component is UID-tracked end to end.
The two high-temperature stages where CarboniteX® serves.
From porous soot to 125µm single-mode fiber, optical fiber manufacturing passes through six main stages. Of these, the consolidation furnace and the drawing tower are the key hot zones, where CarboniteX® rigid insulation supports purity and temperature uniformity.

Surface treatment options: graphite coating, graphite paper, carbon cloth, or carbon-carbon composite. GDMS-tested metallic impurities typically below 10 ppm TMI. Each component carries a laser-etched UID linking it to its precursor batch, graphitization curve, and purification report. Maximum single-piece dimensions: ø1700×1500H×200T cylinder, 1700×1700×200T plate.
Preform Consolidation Furnace
Porous OVD/VAD soot is dehydroxylated at 1100–1300°C in He+Cl₂, then sintered at 1500–1700°C into a transparent glass rod. The graphite muffle tube is heated by resistance or induction, surrounded by an insulation lining.
Metallic impurities migrating from the lining onto the preform can become mechanical break points downstream. Cl₂ gradually oxidizes graphite; uniform density and controlled porosity help reduce localized corrosion over long operating hours.
Ash < 20 ppm and TMI < 10 ppm by GDMS. Cylindrical sections wrap the muffle tube, plate sections seal the flanges. Graphite-paper or carbon-cloth surface treatments suppress oxidation and shedding under chlorine.
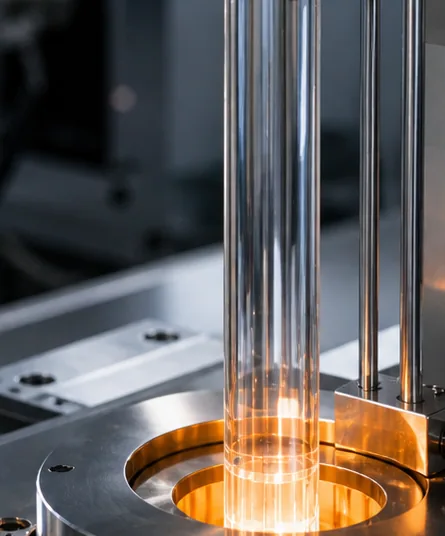
Fiber Drawing Tower
A 7–45 m tower with the draw furnace on top. A preform (150–230 mm OD, 1–2 m) feeds downward; a graphite heater raises the tip to 1900–2200°C; gravity and a capstan pull the softened glass into 125 µm fiber. The chamber runs in high-purity argon. One preform yields thousands of kilometers.
This is one of the most demanding hot zones on the line. High temperature, high gas-flow velocity, and hundreds of hours of continuous operation require the insulation to deliver four properties at once: high purity, erosion resistance under sustained argon, controlled electromagnetic behavior for induction heating, and large-format fabrication for cylinders approaching 1.7 m OD.
< 20 ppm ash lowers the risk of metallic contamination-related break points. ±0.005 g/cm³ density precision keeps thermal resistance uniform around the muffle, reducing cold spots that can drive fiber-diameter variation. Wet-laid integrated molding supports cylinders up to ø1700×1500H for current large-format draw furnaces.
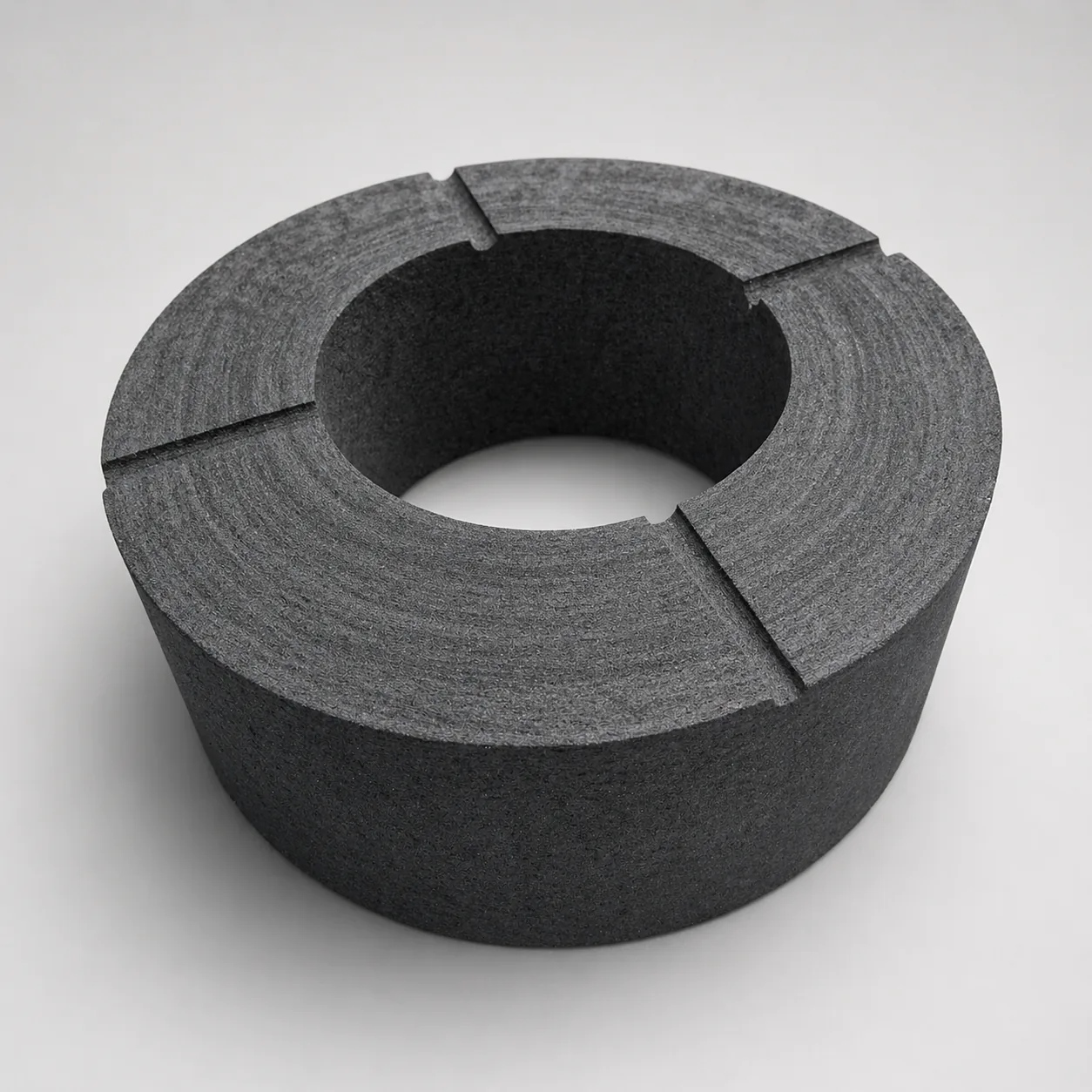
CarboniteX® Semiconductor Grade Rigid Insulation
Pitch-based short-fiber felt produced through wet-laid integrated molding. Ash content < 20 ppm, density precision ±0.005 g/cm³. Suited for consolidation and draw furnace hot zones, available as cylindrical sections, plates, and custom-machined parts up to ø1700×1500H×200T. Surface options include graphite coating, graphite paper, carbon cloth, or carbon-carbon composite.
View ProductCarboniteX® Semiconductor Grade Soft Felt
Rayon-based long-fiber needle-punched felt, purified to ash content ≤ 20 ppm. Used for compliant inner-layer insulation, muffle-tube wrapping, and irregularly shaped sections of large hot zones. Available in 5mm or 10mm thickness, 1100–1400mm width, supplied in continuous rolls.
View ProductCustom insulation for your fiber optic hot zone.
Share your furnace type, heating method, preform dimensions, operating temperature, and atmosphere. AYD can recommend the rigid felt and soft felt combination, surface treatment, and component geometry from sample qualification through volume delivery.