硬毡(rigid felt)不是一块单一材料,而是通过前驱体选择、工艺路线、几何形态、纯度等级四个维度共同工程化的热场系统。在 1500–2200°C 的真空或惰性气氛下,它必须同时满足:低导热(抑制 T4 辐射)、尺寸稳定(抗热场漂移)、超高纯度(半导体级金属离子杂质 < 20 ppm)、抗冲蚀(高速 Ar 气流不掉粉)。这是 SiC PVT、12 英寸 CZ、光纤拉丝等关键热场对保温材料的基本要求。
奥亿达 CarboniteX® 是少数同时掌握沥青基短纤一体成型与黏胶基长纤固化成型两条工艺路线的硬毡制造商。配合自产 RefineU® 沥青前驱体、密度精度 ±0.005 g/cm³ 的湿法工艺、半导体级深度纯化(灰分 < 20 ppm),从原料沥青到 UID 激光蚀刻成品全程内部闭环,提供从 SiC PVT 高温晶体生长到光纤拉丝塔大件圆筒的全规格保温部件。
一体成型 + 固化成型,覆盖短纤密度精度与长纤抗热震两类需求。
AYD 同时具备沥青基短纤一体成型(湿法真空模压)与黏胶基长纤固化成型(软毡浸渍 + 心轴卷绕固化)两条独立产线,可为电阻加热与感应加热两类炉型分别匹配最合适的纤维结构。两条路线在共享同一套碳化、石墨化、深度纯化与 UID 数字追踪体系。
沥青基短纤一体成型(Wet-Laid Integrated Molding)
黏胶基长纤固化成型(Solidified Cylinder Winding)


不只是一块毡.
通过纤维方向控制热场温度梯度。
硬毡的工程价值在于纤维方向可被精确控制。在湿法一体成型与卷绕固化两条工艺中,AYD 都可以让纤维按客户热场需求排列:圆筒形零件中纤维沿圆周方向排列,平板形零件中纤维平行层叠。这两种取向对应两种完全不同的导热路径。在保温层中,热流总是优先沿纤维方向传播,垂直纤维方向的热阻显著更高。这意味着同样的材料、同样的密度,纤维方向不同,热场内部的温度梯度方向就不同。
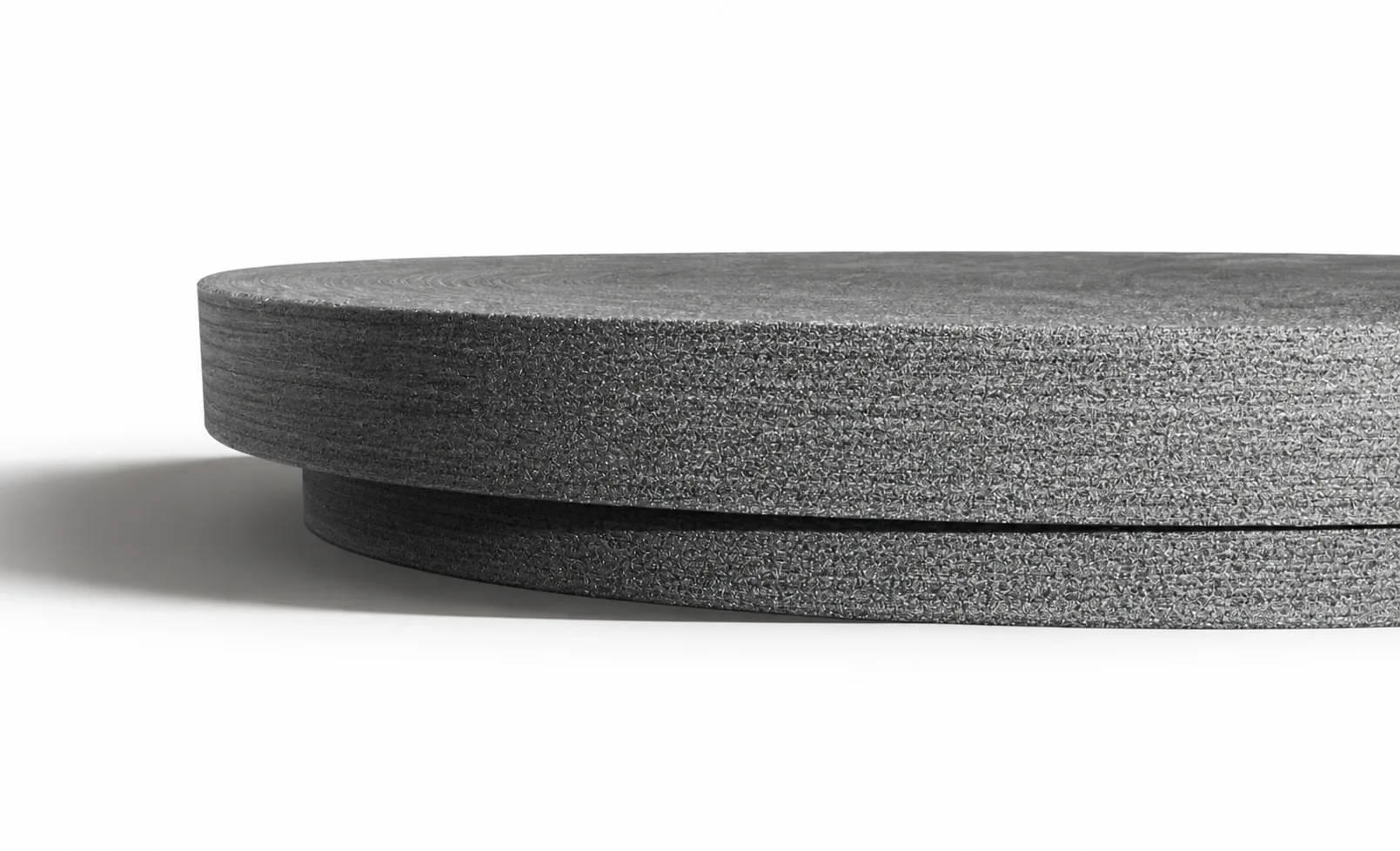
圆筒形(Cylindrical)

纤维沿圆周方向卷绕。当热从筒内辐射向外时,必须穿过纤维层(垂直纤维方向),热阻最大。用于:晶体生长炉的圆筒侧壁、SiC PVT 内胆。目标是阻止径向热损失,节能增效。
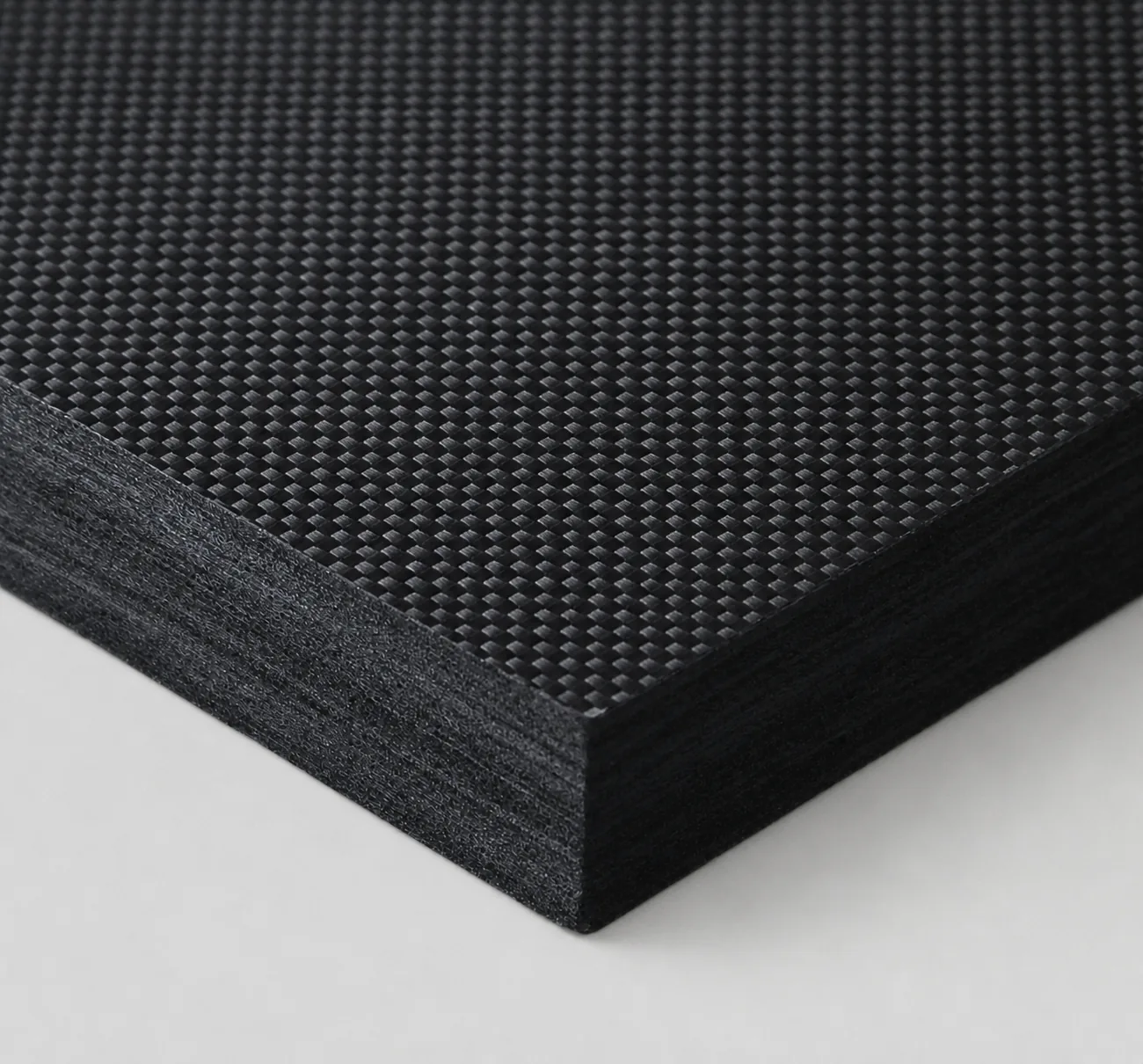
平板形(Plate)
纤维平行层叠。当热从顶面向底面(或反向)传递时,必须依次穿过每一层纤维(垂直纤维方向),层间热阻最大。用于:炉体顶盖、底盖、隔热盘片。目标是控制热场上下温度梯度的形状与陡度。
三种前驱体×三个等级,全系列覆盖工业到半导体应用窗口。
CarboniteX® 硬毡按前驱体分为沥青基短纤(IPS)、黏胶基短纤(IRS)、黏胶基长纤(IRL)三类。每类提供标准等级(≤200 ppm)、石墨化等级(≤100 ppm)、半导体级深度纯化(<20 ppm)三个纯度等级。共享 ±0.005 g/cm³ 密度精度与 UID 全程追溯。下表展示各前驱体的关键物性。
IPS沥青基短纤硬毡(湿法一体成型)· 11 项物性 × 3 等级 展开规格
| 项目 | 单位 | 标准AYD/S | 石墨化AYD/S-G | 半导体级AYD/S-P | 备注 |
|---|---|---|---|---|---|
| 密度 | g/cm³ | 0.14–0.25 | 可定制更高密度 | ||
| 碳含量 | wt% | > 99 | > 99.9 | > 99.99 | |
| 灰分 | ppm | ≤ 200 | ≤ 100 | ≤ 20 | |
| 导热(700°C) | W/(m·K) | 0.129 | 0.124 | 0.124 | 真空条件 |
| 导热(900°C) | W/(m·K) | 0.167 | 0.157 | 0.157 | |
| 导热(1300°C) | W/(m·K) | 0.238 | 0.312 | 0.312 | |
| 导热(1500°C) | W/(m·K) | 0.266 | 0.346 | 0.346 | |
| 热膨胀(RT–1000°C) | ×10⁻⁶/K | < 3.5 | |||
| 热膨胀(RT–2000°C) | ×10⁻⁶/K | < 6.0 | |||
| 抗压强度 | MPa | ≥ 0.55 | 破坏方向 | ||
| 抗弯强度 | MPa | ≥ 0.69 | 破坏方向 | ||
IRS黏胶基短纤硬毡(湿法一体成型)· 9 项物性 × 3 等级 展开规格
| 项目 | 单位 | 标准 | 石墨化 | 半导体级 | 备注 |
|---|---|---|---|---|---|
| 密度 | g/cm³ | 0.14–0.25 | 可定制更高密度 | ||
| 碳含量 | wt% | > 99 | > 99.9 | > 99.99 | |
| 灰分 | ppm | ≤ 200 | ≤ 100 | ≤ 20 | |
| 导热(700°C) | W/(m·K) | 0.082 | 0.108 | 0.108 | 真空条件 |
| 导热(900°C) | W/(m·K) | 0.116 | 0.125 | 0.125 | |
| 导热(1300°C) | W/(m·K) | 0.183 | 0.270 | 0.270 | |
| 导热(1500°C) | W/(m·K) | 0.211 | 0.298 | 0.298 | |
| 抗压强度 | MPa | ≥ 0.55 | 破坏方向 | ||
| 抗弯强度 | MPa | ≥ 0.69 | 破坏方向 | ||
IRL黏胶基长纤硬毡(固化成型)· 9 项物性 × 3 等级 展开规格
| 项目 | 单位 | 标准 | 石墨化 | 半导体级 | 备注 |
|---|---|---|---|---|---|
| 密度 | g/cm³ | 0.14–0.25 | 可定制更高密度 | ||
| 碳含量 | wt% | > 99 | > 99.9 | > 99.99 | |
| 灰分 | ppm | ≤ 200 | ≤ 100 | ≤ 20 | |
| 导热(700°C) | W/(m·K) | 0.056 | 0.058 | 0.058 | 真空条件 |
| 导热(900°C) | W/(m·K) | 0.091 | 0.102 | 0.102 | |
| 导热(1300°C) | W/(m·K) | 0.213 | 0.277 | 0.277 | |
| 导热(1500°C) | W/(m·K) | 0.251 | 0.329 | 0.329 | |
| 抗压强度 | MPa | ≥ 0.4 | 破坏方向 | ||
| 抗弯强度 | MPa | ≥ 0.6 | 破坏方向 | ||
所有等级真空条件下最高使用温度可至 3000°C。除标准等级外,可按客户工艺需求定制更高密度版本(> 0.25 g/cm³)、特殊几何成型部件、表面涂层(详见下方"表面涂层处理"章节)。每件成品激光蚀刻 UID,关联前驱体批次、石墨化曲线与 GDMS 纯化报告。
8 种表面方案,针对不同气流速度、化学环境与机械应力差异化匹配。
表面处理是硬毡工程化的最后一道关键工序。AYD 在标准硬毡基底上叠加 8 种可选表面方案,覆盖从无处理到高级 CVD、碳碳复合的全光谱。表面涂层处理后建议追加二次纯化工序以恢复表面纯度。
| 编号 | 方案 / 命名 | 典型应用与特性 |
|---|---|---|
| 01 | 无表面处理No Treatment | 直接交付硬毡基底。适用于客户需自行后续涂覆、或工艺环境不需要附加防护的场景。 |
| 02 | 石墨涂层Graphite Coating | 基础抗冲蚀方案。在毡表面形成致密石墨层,降低纤维脱落与气氛侵蚀,兼顾抗冲蚀与成本的通用选项。 |
| 03 | 石墨纸Graphite Paper | 高纯腐蚀环境(Cl₂、卤素气氛)的常用方案。柔性石墨纸贴合表面,化学惰性强,适合光纤拉丝与 SiC PVT。 |
| 04 | 石墨布Graphite Cloth | 高速气流场景。编织结构提供机械加固与连续表面,承受持续 Ar 气流冲刷不掉粉。 |
| 05 | 石墨布 + 石墨纸(复合)Graphite Cloth & Graphite Paper | 复合方案。石墨布提供机械韧性,石墨纸提供气密化学惰性,适合既有机械应力又有腐蚀性气氛的复杂工况。 |
| 06 | 碳碳复合Carbon-Carbon Composites | 高机械应力场景。C/C 表层将硬毡升级为半结构件,可承受装卸操作、震动和长期负载,是更高等级的表面工程方案之一。 |
| 07 | CVD 涂层CVD Coating | 化学气相沉积涂层(SiC / 热解碳 PYC 等)。面向半导体级高纯场景,提供致密表面屏障,进一步降低杂质迁移风险。 |
| 08 | 其他定制Others / Custom | 客户工艺有特殊需求时,可提供定制涂层方案(多层复合、表面图案化、局部加厚等)。需 24 小时内完成技术评估反馈。 |
表面方案的选型本质上是工艺环境匹配题,需要客户提供炉型、气氛、温度、运行周期等参数,由 AYD 工程团队推荐最合适的组合。半导体级项目支持 24 小时内技术回复。
半导体级热场保温
SiC 晶体生长在 > 2000°C 真空下进行,硅 CZ 在 1450–1600°C 高真空下进行。保温层中残留的金属杂质(B、P、Al、Fe)会以蒸气形式扩散到生长腔,沉积在晶体表面形成晶格缺陷或位错,直接拉低良品率。CarboniteX® 半导体级(AYD/S-P)灰分 < 20 ppm,TMI 通常 < 10 ppm(GDMS 验证),从源头消除杂质迁移路径。
SiC PVT 多使用感应加热,要求保温材料与炉体电磁场耦合保持可控;短纤一体成型的沥青基 IPS 是常用选项之一。12 英寸 Si CZ 多使用电阻加热,要求长寿命与高断裂韧性以承受长达数百小时的连续生长周期;黏胶基长纤 IRL 固化成型路线更适合这类高韧性需求。AYD 同时供应两条路线的产品。
实际热场往往组合使用:圆筒形侧壁(纤维圆周方向)阻止径向热损失,平板形顶/底盖(纤维平行层叠)控制轴向温度梯度。配合外层软毡缠绕("内硬外软"配置)可进一步降低径向辐射热损,提升炉子能效。
光纤拉丝塔保温
当代大型商业光纤拉丝炉的保温圆筒外径接近 1.7 米。这种尺寸的部件对工艺一体性要求很高,任何分层、拼接缝都可能在长期高温运行下成为破坏起点。AYD 湿法一体成型工艺支持单件 ø1700 × 1500H × 200T 圆筒、1700 × 1700 × 200T 平板的整体浇筑,降低大尺寸部件的分层风险。
拉丝炉内 Ar 气流速度可达数 m/s,连续运行数百小时。普通毡材会在持续气流冲刷下掉粉、脱絮,污染光纤表面形成机械断点。CarboniteX® 表面可叠加石墨涂层、石墨纸、石墨布、碳碳复合 4 种涂层方案,针对气流方向、速度、温度差异化匹配。
工业级高温炉保温
金属注射成型(MIM)烧结炉、真空热处理炉、钎焊炉等典型工业大炉的内径常超过 1 米,长度超过 3 米。AYD 硬毡作为最外层圆筒保温,承担两个职责:(1) 维持腔内热场均匀,(2) 在长循环周期下尺寸稳定,避免热漂移导致工艺一致性下降。
对工业级真空炉,AYD 主推整体硬毡保温配置。湿法一体成型工艺生产的大件圆筒在 1.7 米外径下仍保持单件无缝结构,几何稳定性与同心度均匹配大尺寸炉腔的安装要求。硬毡的致密表面对工艺气体冲蚀有较强抵抗力,跨多个炉次保持尺寸不变形,长循环周期下热场漂移可控。整体结构件安装一次到位,无松散纤维污染腔体,维护与拆装均比多层叠装方案更可靠。
在能效要求特别严苛的应用中(如长时间连续运行的烧结炉),可在整体硬毡圆筒外缠绕一层软毡作为补充辐射屏蔽层,进一步降低径向热损。这是基于整体硬毡主体的可选增配方案,由 AYD 工程团队根据客户的能耗目标与运行周期综合评估推荐。

-
01
半导体级深度纯化
在标准石墨化(灰分 ≤ 100 ppm)基础上叠加 > 2000°C 真空高温纯化工序,可将灰分降至 < 20 ppm,TMI 典型值 < 10 ppm。GDMS 验证,针对 B、P、Al、Fe 等关键元素重点控制,这些是直接影响 SiC / Si 晶体生长良品率的元素。
-
02
UID 全程追溯
每件成品激光蚀刻唯一身份码(UID),永久关联前驱体批次、碳化曲线、石墨化记录、密度变化(4 位小数精度)、GDMS 纯化报告、出厂前照片归档。从沥青到成品的"产品护照",支持客户工程师追溯单件部件的完整数字档案,纯度可被审计。
-
03
大件成型能力
湿法一体成型工艺支持 ø1700 × 1500H × 200T 圆筒、1700 × 1700 × 200T 平板的整体浇筑,是当前商业光纤拉丝炉、12 英寸 CZ 大热场所需的尺寸级别。无分层、无拼接缝,密度精度 ±0.005 g/cm³ 跨批次稳定,从结构上消除大件部件最常见的失效模式。
-
04
表面涂层工程
8 种可选表面方案(无处理 / 石墨涂层 / 石墨纸 / 石墨布 / 石墨布 + 石墨纸复合 / 碳碳复合 / CVD / 其他定制),针对不同气流速度、化学环境与机械应力差异化匹配。表面涂层后追加二次纯化以恢复纯度,确保表面与基底的几何与化学一致。
下载
从规格选型到大件定制。
欢迎提供炉型(感应/电阻加热)、工作温度、气氛(真空/Ar/Cl₂)、热场几何尺寸、纯度需求与采购规模。我们的工程团队将协助确认前驱体类型(IPS/IRS/IRL)、纯度等级、几何成型方案与表面处理。半导体级项目支持 24 小时内技术回复,覆盖从工艺验证样件到批量订单的交付需求。